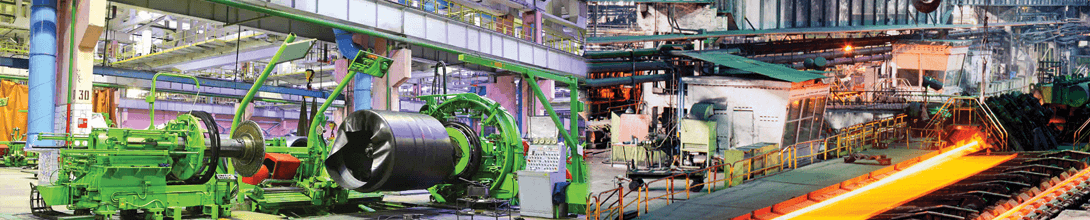
Manufacturing
Gallop technologies have a good network of vendors and manufacturing facilities to handle simple to complex manufacturing processes. We have worked with various global customers in supplying from casting parts to complete product assemblies. With our In-house capability of product designing, we are continuously adding value to our clients end product cost. We have been a trusted partner to deliver all engineering and manufacturing needs of our global clients.
Investment casting:
Investment castingis an industrial process based on and also calledlost-wax casting, one of the oldest known metal-forming techniques. Investment casting is considered a net shape or near net shape process.



Wax Pattern:
 A specially formulated wax is injected into a die to produce the pattern for the part. One pattern must be made for each finished part to be cast. This pattern is an exact replica of the metal part to be produced, with allowances to compensate for The Process volumetric shrinkage during the process. The pattern also includes one or more gates to guide molten metal into the part during the solidification process.
A specially formulated wax is injected into a die to produce the pattern for the part. One pattern must be made for each finished part to be cast. This pattern is an exact replica of the metal part to be produced, with allowances to compensate for The Process volumetric shrinkage during the process. The pattern also includes one or more gates to guide molten metal into the part during the solidification process.
Shell Preparation:
 A ceramic mold is created by dipping or investing the assembled patterns in liquid ceramic slurry, draining, and then coating with a dry stucco sand. After drying, this process is repeated several times until a specified shell thickness results. The ceramic shell ranges in thickness from 3/16" to 1/2" depending on the size of the part being produced.
A ceramic mold is created by dipping or investing the assembled patterns in liquid ceramic slurry, draining, and then coating with a dry stucco sand. After drying, this process is repeated several times until a specified shell thickness results. The ceramic shell ranges in thickness from 3/16" to 1/2" depending on the size of the part being produced.
Dewaxing:
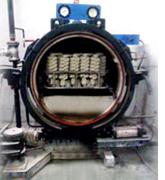 The wax is melted out with steam heat in an autoclave and is recycled. Firing at 1800 degrees Fahrenheit fuses the ceramic particles so the mold can withstand the pressure and temperature of the molten metal. It also removes all traces of organic materials. This preheat improves the ability to cast fine detail. It also improves the feed of liquid metal to compensate for volumetric shrinkage.
The wax is melted out with steam heat in an autoclave and is recycled. Firing at 1800 degrees Fahrenheit fuses the ceramic particles so the mold can withstand the pressure and temperature of the molten metal. It also removes all traces of organic materials. This preheat improves the ability to cast fine detail. It also improves the feed of liquid metal to compensate for volumetric shrinkage.
Melting and Pouring:
 Molten metal is poured into the pre-heated molds. Typical pouring temperatures are approximately 3000 degrees Fahrenheit for steel. Before and after casting, every melt is analyzed spectrographically to assure compliance with customer specifications. The investment casting process is unique in the broad range of alloys that can be cast. Most any alloy can be investment cast economically.
Molten metal is poured into the pre-heated molds. Typical pouring temperatures are approximately 3000 degrees Fahrenheit for steel. Before and after casting, every melt is analyzed spectrographically to assure compliance with customer specifications. The investment casting process is unique in the broad range of alloys that can be cast. Most any alloy can be investment cast economically.
Fettling:
 The removal of feeders and excess material from a casting - is the first stage of finishing a casting. The metal removal is often achieved using manual cutting or grinding. However, more emphasis is being placed on automatic fettling, whereby the casting is placed in a machine programmedto remove materials from specific areas. The method of fettling must be taken into account at the initial casting design stage, so that the process is fast and efficient.
The removal of feeders and excess material from a casting - is the first stage of finishing a casting. The metal removal is often achieved using manual cutting or grinding. However, more emphasis is being placed on automatic fettling, whereby the casting is placed in a machine programmedto remove materials from specific areas. The method of fettling must be taken into account at the initial casting design stage, so that the process is fast and efficient.
Post IC Process:
All types of heat treatment:
- CNC finish machining
- Precision surface finishing like finish grinding
- Precision hole finishing like honing, fine boring & reaming etc
- Cosmetic surface finishing like polishing, wire brushing, buffing etc
- All types of plating
Material Properties:
- Commercial air melt precision castings in
- Carbon Steel
- Low alloy steels
- All verities of stainless steels (300 & 400 series, precipitation hardening type)
- Nickel and cobalt based alloys
- Heat resistant alloy steels
- Vacuum melting capability for Titanium and super alloys will be available by mid-2012
- Current part size capabilities
- Carbon Steel
- Weight 20 gm ~ 10 kg
- Up to 400 mm long
- 2~50 mm wall thickness


 pipe routing, piping Isometrics and part drawings of HPU
pipe routing, piping Isometrics and part drawings of HPU